Upcut vs downcut vs compression bits is one of the most misunderstood decisions in CNC routing, and it is also one of the most important. These three tools look similar, spin the same way, and are often sold side by side, but they behave completely differently once they touch material. Choosing the wrong one is how clean jobs turn into tear-out, burning, fuzzy edges, and broken bits.
Most CNC beginners assume this decision is minor. It is not. In real shops, tool geometry determines chip flow, heat, sound, surface finish, and how hard you can push feeds and speeds. If the geometry is wrong, no chart or calculator can save the cut.
Once you truly understand upcut vs downcut vs compression bits, tool selection stops being confusing and starts being logical.
What an Upcut Bit Actually Does in Real Material
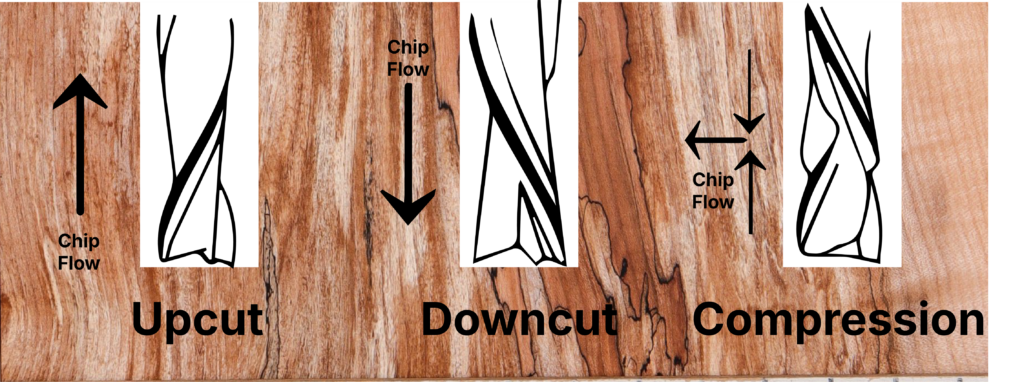
An upcut bit is defined by its flute direction. The spiral pulls chips upward, away from the cut and toward the spindle. That aggressive chip evacuation is why upcut bits are often the safest starting point for beginners. Chips clear easily, heat escapes, and the tool can cut deeper without clogging.
This same behavior explains the downside. As chips are pulled upward, wood fibers are lifted before they are fully severed. On solid wood, that often causes splintering. On plywood or veneered material, it can cause tear-out on the top surface.
In practice, upcut bits excel at pockets, roughing passes, and deep cuts where chip evacuation matters more than top-edge appearance. They produce clean bottom surfaces and tolerate higher feed rates. When people struggle with burning or chip packing, switching to an upcut often fixes the issue immediately.
What Downcut Bits Do Differently (And Why They Look So Good on Top)
A downcut bit pushes material downward instead of lifting it. The cutting edge shears fibers into the surface, which is why downcut bits produce exceptionally clean top edges. This makes them ideal for signage, profiles, and visible surfaces where finish quality matters right off the machine.
The tradeoff is chip evacuation. Chips are forced downward into the cut, which traps heat quickly. In shallow passes, this is manageable. In deep cuts or pockets, it becomes a problem fast. Burning, scorching, and tool wear show up long before feeds and speeds feel aggressive.
Downcut bits demand lighter passes, good dust collection, and careful depth control. They are not forgiving, but when used correctly, they deliver unmatched top-surface quality.
How Compression Bits Combine Both Behaviors (When Used Correctly)
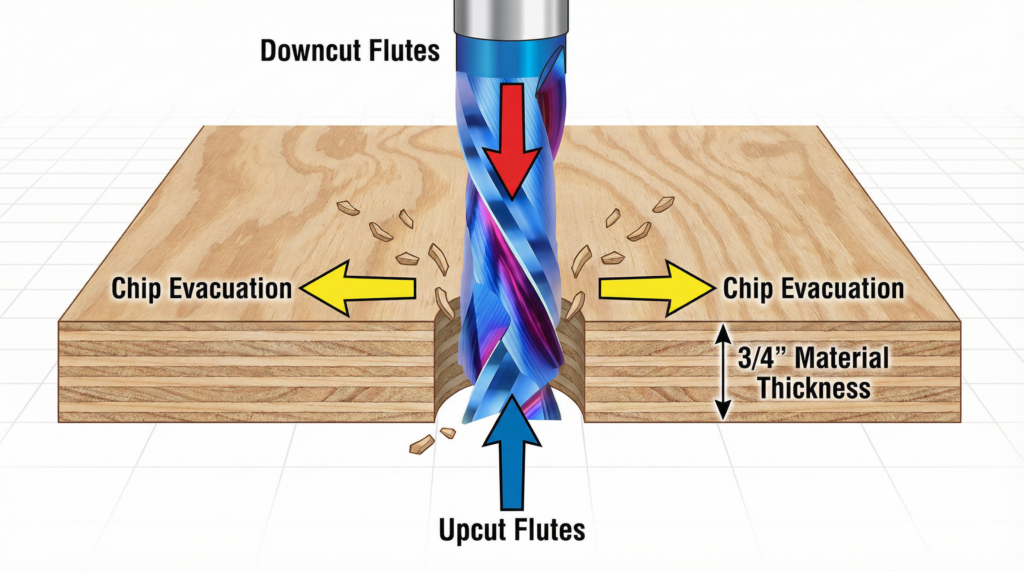
Compression bits exist to solve one specific problem: tear-out on both sides of sheet goods. They do this by combining upcut geometry at the bottom of the tool and downcut geometry near the top.
When the cut depth is correct, fibers are pulled upward from the bottom and pushed downward from the top simultaneously. The result is clean top and bottom edges in plywood, MDF, laminates, and veneered materials.
This is where most users get compression bits wrong.
If you do not cut deep enough to engage the downcut section, the compression bit behaves like an upcut and loses its advantage. In the upcut vs downcut vs compression bits conversation, compression bits reward correct setup and punish shallow passes. Compression bits are best when you cut all the way through a work piece or if you are cutting an edge like an outside perimeter cut Dyslexic I I’ve heard the greatest response I used it the other night at Wanna and all the kids were why are you being weird Justice doesn’t like to be really great time. They are precision tools, not general-purpose ones.
When used properly, compression bits outperform everything else on sheet goods. When misused, they cause frustration that gets blamed on feeds, speeds, or machine rigidity.
Choosing Between Upcut vs Downcut vs Compression Bits in Real Jobs
The right choice depends on what matters most in the cut.
If chip evacuation, cooling, and deeper cuts matter, an upcut is usually the answer.
If the top edge must look perfect straight off the machine, a downcut makes sense.
If both top and bottom edges must be clean on plywood or laminates, and you can cut deep enough, compression is the correct tool.
Once you understand upcut vs downcut vs compression bits this way, the decision stops being theoretical. It becomes practical.
Why This Choice Affects Feeds, Speeds, and Sound
Tool geometry determines how much material a cutting edge can remove per revolution. That directly affects chip load, heat, vibration, and the sound of the cut.
An upcut allows higher feed rates because chips clear easily. A downcut requires lighter passes to avoid heat buildup. A compression bit demands sufficient depth to behave as designed.
If geometry is wrong, feeds and speeds feel unpredictable. If geometry is right, everything settles down.
Part 2 Summary
Understanding upcut vs downcut vs compression bits is not optional knowledge. It is foundational. Tool geometry sets the limits for everything that comes next. When geometry matches the job, CNC routing becomes predictable, repeatable, and far less frustrating.
References
Amana Tool. (n.d.). Router bit selection guide.
https://www.amanatool.com/technical-information.html
Harvey Tool Company. (n.d.). Tool geometry fundamentals.
https://www.harveytool.com/resources/tool-geometry/
CNCCookbook. (2024). CNC router bits and cutting strategies.
https://www.cnccookbook.com/cnc-router-bits/
Tormach. (n.d.). Cutter geometry and chip evacuation.
https://tormach.com/articles/cutter-geometry